


联系我们

当前位置:
聊城 九晨钢铁制造有限公司 >
乌海当地产品频道
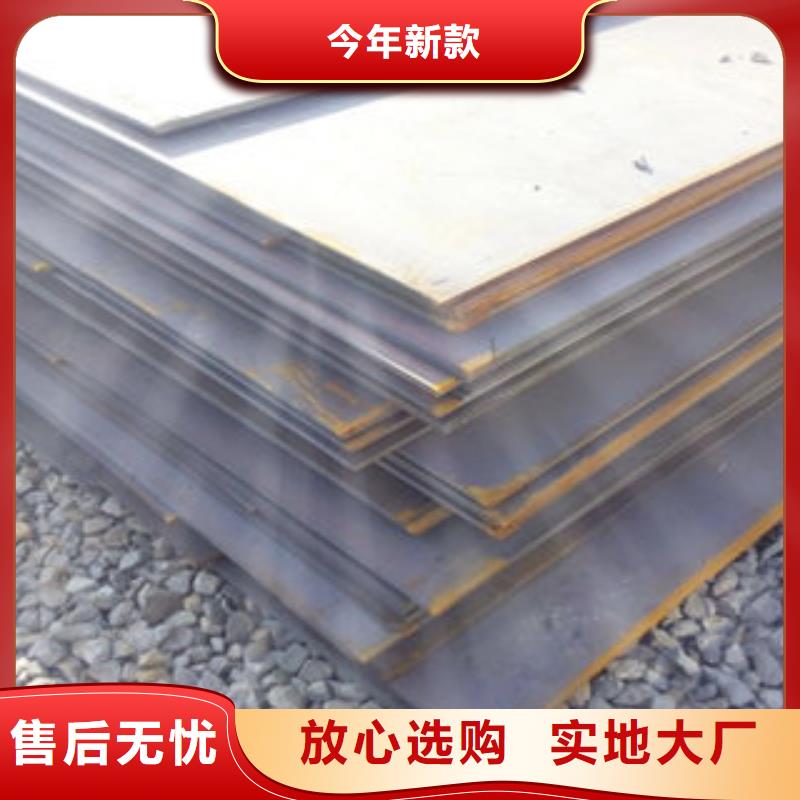
钢板_焊管厂家供应商
更新时间:2025-04-22 07:59:31 浏览次数:4 公司名称:聊城 九晨钢铁制造有限公司
以下是:钢板_焊管厂家供应商的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 重庆 |
| 品牌 | 益丝物资 |
| 可定制 | 是 |
以下是:钢板_焊管厂家供应商的图文视频




钢板_焊管厂家供应商,九晨钢铁制造有限公司为您提供钢板_焊管厂家供应商产品案例,联系人:颜世林,电话:13963556003、15552151098,QQ:1499276480,发货地:聊城大渡口区建桥大道发货到内蒙古 乌海市 。 内蒙古自治区,乌海市 乌海市,别称狮城,内蒙古自治区辖地级市,地处黄河上游,东北隔甘德尔山与鄂尔多斯搭界,南与石嘴山市隔河相望,西接阿拉善盟,地处大陆深处,属于典型的温带大陆性气候,总面积1754平方千米。截至2022年10月,全市辖3个市辖区。截至2022年底,全市常住人口56.02万人。
钢板_焊管厂家供应商视频已经精心制作完成,它将以全新的方式展现产品的独特魅力,让您为之倾倒。
以下是:钢板_焊管厂家供应商的图文介绍

在进行半自动切割时,应将导轨放在被切割衬板的平面上,然后将切割机轻放在导轨上。使有割炬的一侧面向操纵者,根据钢板的厚度选用割嘴,切割直度和切割速度。根据自动耐磨衬板切割加工及半自动切割方式的不同,各把割的距离,确定后拖量,并考虑割缝补偿;在切割过程中,割倾角的大小和方向主要以耐磨衬板厚度而定。 复合耐磨板的切割加工,有很多种加工方法可以选择,采用的切割方法不一样,切割工艺和切割结果也不一样,下面鑫州复合耐磨板就针对不同类型的切割方法做简单说明。复合耐磨板切割加工的时候主要用到的方法是火焰切割、水切割以及等离子切割。 在工业生产中,打多数企业都是整块复合耐磨板购买,然后自行切割成所需要的样式,但复杂的耐磨板切割工艺需要的切割工厂完成,或者企业不具备自行切割的能力,也需要切割工厂加工。首先介绍火焰切割,此方法在复合耐磨板切割加工的时候常用,就是把能燃烧能产生高温的染料和氧气按照一定的比例混合,燃烧的时候用高温把带切割的复合耐磨板氧化熔化,终使得耐磨板被加工成符合要求的样式。 复合耐磨板的退火将钢板加热到一定温度并保温一段时间,然后使它慢慢冷却,称为退火。复合耐磨板的退火是将钢板加热到发生相变或部分相变的温度,经过保温后冷却的热处理方法。退火的目的,是为了组织缺陷,改善组织使成分均匀化以及细化晶粒,钢板的力学性能,残余应力;同时可降低硬度,塑性和韧性,改善切削加工性能。


焊接因素。焊接时钢板对度偏差大,影响磨削精度,造成一边磨头受压大,一边受压小,后角同样产生上述因素,焊接角度差,人为不可避免因素,都对磨削时砂轮等因素产生不可回避影响。砂轮质量及粒度宽度影响。选用砂轮磨钢板片时,注意砂轮粒度,粒度过粗磨削产生砂轮痕迹,砂轮选用粒度细易堵塞磨削量少、易烧刀。 钢板双金属耐磨板磨削好坏决定在磨头进给速度有关,一般双金属耐磨板进给速度在0.5至6毫米/秒不能超出此值.即每分钟应在20齿内,超于每分钟20齿进给速度过大,会产生严重刀瘤或烧钢板,砂轮产生凸凹面造成影响磨齿精度浪费砂轮.磨头进给量,选用砂轮粒度对进刀量有极其重要意义。 砂轮直径及砂轮宽度厚度是根据钢板长短宽窄或不同齿形和钢板各个面情况而定,不是一个后角或前角砂轮规格一样都可任意磨削不同齿形的,一定有针对性去选用适合规格砂轮。磨头进给速度。一般砂轮建议选用180#至240#极其量选用240#至280#不予选用280#至320#,否则要进给速度。 磨削心。所有双金属耐磨板磨削该与基体为心,而不是与刀口为心,平面磨削心拿不出来,后角、前角用加工心也无法磨好一块双金属耐磨板,磨削三个流程不可忽视。磨削侧角时仍细心观察钢板厚度,厚度不同磨削心随之改变,不管钢板厚度如何,磨削面时砂轮心线应与焊接位保持在一条直线上,否则产生角度差影响切削。



九晨钢铁制造有限公司集【内蒙古乌海冷库专用管】设计、生产、销售于一体的公司,不断的采用新的科技成果,开发出具有新理念的【内蒙古乌海冷库专用管】用品,并以完善的管理、先进的生产设备保证了【内蒙古乌海冷库专用管】产品的优良品质,多年来与全国600多家企业建立了长期的合作关系。



选购钢板_焊管厂家供应商来内蒙古乌海市找九晨钢铁制造有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:颜世林-15552151098,{QQ:1499276480},地址:[大渡口区建桥大道]。