


联系我们

不锈钢复合管护栏防撞护栏满足您多种采购需求
更新时间:2025-04-24 16:23:54 浏览次数:6 公司名称:聊城 鑫海达金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 215元/米 |
| 发货期限 | 3-7天 |
| 供货总量 | 8989999 |
| 运费说明 | 电议 |
| 是否厂家 | 是 |
| 发货城市 | 山东 聊城 |
| 产品产地 | 山东 聊城 |
| 可售卖地 | 全国 |
| 适用领域 | 桥梁 道路 公路 公园 景观 |
| 品牌 | 鑫海达 |
| 产地 | 山东 |
| 是否直销 | 厂家直销 |
| 是否定制 | 可定制 |
| 型号 | 201/304/316 |
| 颜色 | 按需喷色 |
| 尺寸 | 按需定做 |
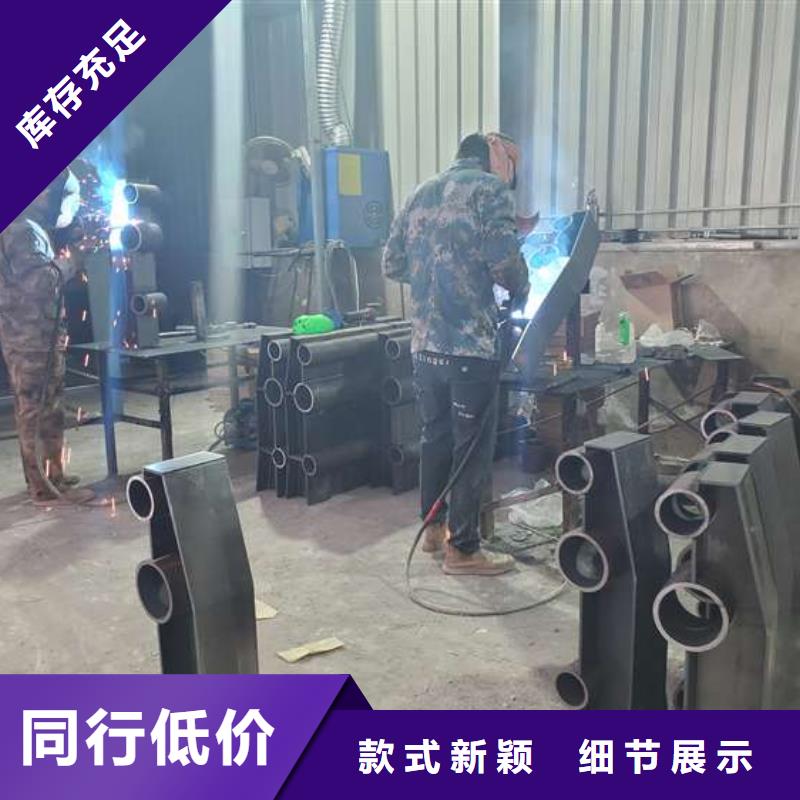




不锈钢复合管护栏坡口制造,制造坡口时一般薄件可选用Ⅰ形坡口,较厚的可选用V形,U形,X形,V和U联合形等方式的坡口。一般尽或许选用X形坡口双面焊,先焊底层,再焊过度层,终焊复层,以确保焊接接头具有较好的耐蚀性。当焊接方位受到限止,只能选用单面焊时,可选用V形坡口,先焊复层,再焊过度层,终焊底层,焊接时尽量使复层中少熔入底层成分。不锈钢复合管护栏焊接材料的选用,当复合板厚度小于25mm时,底层也可全用A302焊条(应力较大);当复合板大于25mm时,可先用纯铁焊条焊一层过渡层,然后用钢焊条焊接底层,常用焊材选用如下图:三,焊接操作1,不锈钢复合钢的焊接顺序一般为:先焊底层,再焊过渡层,终焊复层以确保焊接接头具有良好的耐蚀性,一起还应考虑过渡层的焊接特点,,尽量削减复层一侧的焊接作业量。


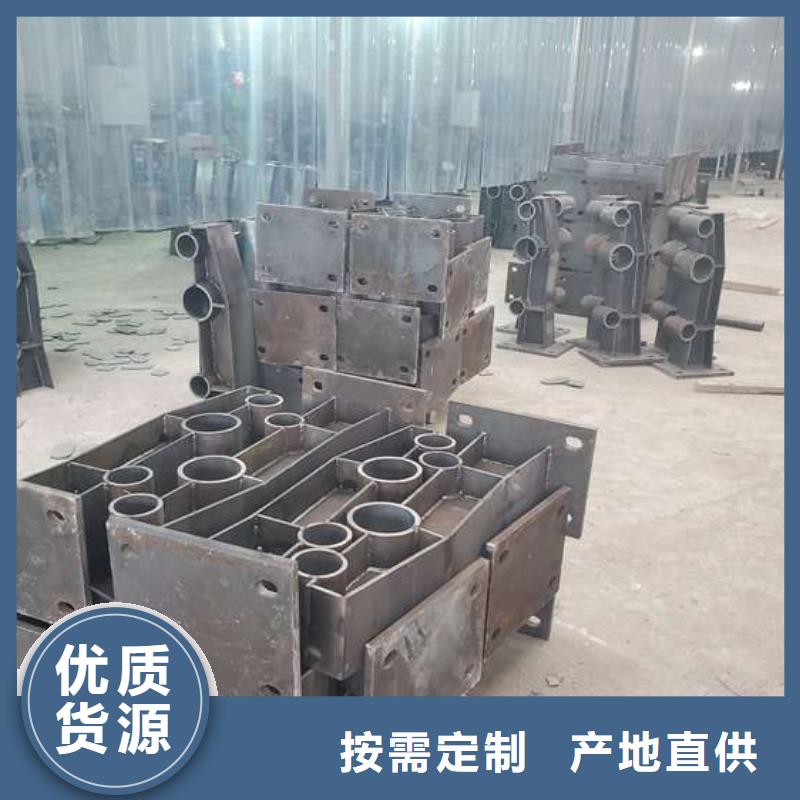
对镀锌钢材进行清洗,除掉外表灰层及污垢。脱脂。运用碱溶液对钢材进行物理脱脂,去除轧制油、机油、铁末。表调。对钢材外表的平直度、凹凸处,进行打磨。富锌磷化。化学与电化学构成磷酸盐化学磷化膜给基体金属提供保护,在一定程度上避免金属被腐蚀。 用于喷漆前打理,提高漆膜层的附着力与防腐蚀才能。清洗晒干。经多道工艺处理后的钢材再次进行清洗后晒干。静电喷涂。钢材前期处理完毕,采用喷枪、喷杯和喷涂高压电源组成的设备,利用高压静电电场使带负电的涂料粒绕电场相反的方向做定向运动,然后被吸附在钢材外表。高温烘烤。将钢材外表的粉末涂料加热到规则的温度,并保温相应时刻,使之溶化、流平、固化,然后得到咱们想要的防撞栏杆外表作用。通过层层工序的防腐处理,不锈钢复合管护栏外观会愈加美观,防腐性能大大提高,寿命可延长十数年



鑫海达金属制品有限公司长期经营(潍坊安丘) 本地 潍坊安丘【中央分隔栏】。 公司坚持“顾客至上、以信为本”的经营理念,以高质量的产品、更优质的服务,广交更多的四海新朋,愿我们携手共进、共创事业的辉煌!公司将一如既往地贯彻“务实、进取、发展、创新”宗旨,以更好的产品,更诚挚的服务,满足广大客户的需求,我们的承诺是让您放心,让您满意。



一般采用纯氩(99.99%纯度)或Ar+2%O2,流量适合20~25L/min。
弧长、不锈钢MIG焊,一般在喷射过渡焊条件下,电压应调整到弧长的4~6毫米。
防风。MIG焊接易受风的影响,有时会有风引起的气孔,所以风速在0.5米/秒以上的地方都应采取防风措施。
不锈钢药芯焊丝焊接要点及注意事项采用平特性焊接电源,直流焊接采用反极性。一般的二氧化碳焊机可以用来焊接,但送丝轮的压力应稍放松。
保护气体一般为二氧化碳气体,气体流量宜为20~25L/min。
焊嘴与工件的距离应为15~25毫米。
对于干伸长度,一般焊接电流在250A以下约为15mm,在250A以上约为20~25mm。
目前市场上较为常见的有铝塑复合管、铜塑复合管、钢塑复合管、涂塑复合管、钢骨架PE管等、不锈钢复合管护栏。


